Jul
1
2015
Making Progress – One-Fire Flex Clay for the SILie
Partial selection







Copper overlay on Brilliant Bronze

Partial selection
Copper overlay on Brilliant Bronze
Silhouette machine people, how about a new line of One-Fire clay designed especially for the machine, no glycerin required?
White Bronze combines beautifully with other metal clays. Because of its low firing temperature I used to think that in order to do this, you had to fire the other metal first, then add White Bronze using a mechanical connection, and re-fire at the lower temperature. For example:


In the two pieces above (the ring is Friendly Brilliant Bronze and the earrings are Friendly Copper), the White Bronze is connected to itself around a tube. This is a mechanical connection and it is hard to tell if the White Bronze is actually fused to the other metals.
Recent experiments show that it actually is fused to them. The result is strong, non-brittle pieces, with two strong advantages:
I fired pieces of bronze and copper first and just placed a layer of unfired White Bronze on top of each, with no mechanical connection. I always thought that there wasn’t enough pressure to make these two layers fuse. I was proven wrong! Here are some examples:
Full overlay of of White Bronze on Friendly Brilliant Bronze:

Full overlay of White Bronze over Friendly Copper:

Partial overlay of White Bronze on Friendly Copper:

In the following example only the White Bronze shows on the front of the piece; the backing is Friendly Brilliant Bronze:

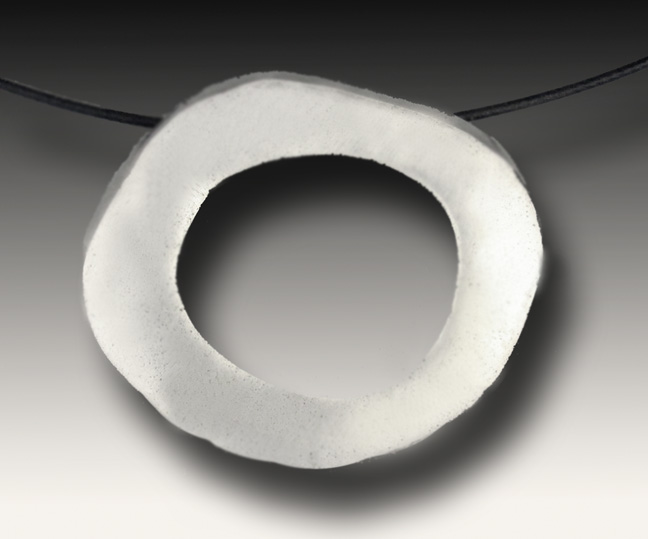
What about hollow forms? This pendant and donut were constructed with Friendly Brilliant Bronze. The fired pieces were fired and covered with White Bronze, then fired again.

And these earring are two-sided; only one side was covered with White Bronze:


So far, applying White Bronze to another metal with no mechanical connection works with all other clays except for steels (these will require a mechanical connection.
The Process
(True, this temperature is way higher than the firing temperature of White Bronze alone. However, bear in mind that the first metal used acts like a heat sink; it draws the heat away from the White Bronze, and this is why it is not over-fired.)
A few more interesting results:

The core of this hollow form is Friendly Brilliant Bronze. Two sides of the forms are covered with White Bronze, and the third side with a mokume gane layer of White Bronze and Pearl Grey Steel. It seems that this tricky combination is facilitated by the bronze backing.

And this one is still experimental: it is a solid piece of mokume gane made with Friendly Copper and White Bronze, with no backing layer or core.
It has come to my attention, through email and the Hadar’s Clay Users’ Discussion Forum, that there is some confusion regarding the products on our store and the firing process. I would like to clarify these issues, especially for new users who may be less familiar with the history of the clays.
The Clays
Let’s start with the products. True, there are many clays to choose from. I remember the first time I came into a ceramic store and was overwhelmed by the variety of clays, under glazes, glazes and stains. I didn’t even know what to ask. Luckily, the case with our store is a little simpler. Almost half the clays consist of an earlier version, which personally I don’t use anymore.
You may ask: Why aren’t they just discontinued? This is simply out of respect and consideration for customers who still want them. I can absolutely relate to people who want that product which works best for them. I don’t ask why, and it not my place to change their mind. If and when these clays are no longer in demand, they will be discontinued.
These are the “older” clays:
The Traditional/Flex Clays are specialty clays intended for making flexible clay. They are not recommended for beginners.
All the clays mentioned above require a 2-phase firing schedule, with a cooling phase between phases. The first disadvantage is the long firing schedule. The second disadvantage is that there is a high rate of cracking with these clays. This is due the the cooling phase; the clays go through temperature changes before they are strong enough to withstand them.
The clays of the new formula were intended to overcome these disadvantages. The firing schedule involves one phase only and cracks rarely occur. These are the clays:
The Firing Schedules
For each of the newly-formulated clays you can find an instruction manual in the right-hand pane of my blog. Each of them is fired at a different temperature but the firing process is basically the same. The most common problem in firing metal clay is crumbling after firing. This is mostly due to poor binder burnout. To overcome this problem, here is my suggested schedule:
This firing schedule takes 4-5 hours.
There are, of course, exceptions and complications. For example, when you want to fire more than one metal in one piece. Some of these issues are discussed in the Instruction Manual and some in my books. But for now, I hope this posting is helpful as a starting point. As usual, you can always reach me by email or use the Hadar’s Clay Users’ Discussion Forum and Hadar’s Clay Accredited Teachers for any questions you have.
Yes! I’ve been often asked if the metal is somewhat workable after firing, and wanting to be better safe than sorry, I’ve always said “No, do all fabrication before firing!” I still do all my fabrication before firing, but I also want to have the fired pieces be a little adjustable. What if a ring, for example, doesn’t come out the size I intended it to be? As you may have noticed, many factors can affect the shrinkage of a ring, including size, thickness, firing schedule, and firing environment (what else is in the kiln).
So I experimented with a a few open rings.

Two of them are Friendly Brilliant Bronze, one Friendly Copper and one Pearl Grey Steel. The copper one is 6 cards thick; the rest are 4. All rings distorted significantly during firing. They were all hammered into shape over the mandrel, with no cracking. They were then closed with two fingers.


To re-open them I needed to use the mandrel. The hardest to re-open was the copper (the 6-card-thick one). So far they have been opened and closed a few times without reaching the point of metal fatigue.
Friendly Brilliant Bronze was fired according to its regular schedule, with 1:30 hours hold at 1000°F. The copper and steel rings (I made a few of each) kept breaking until I raised the temperature to 1850°F (my kiln is brick, so that means 1900°F in a muffle kiln).
Just to see what would happen, I fired copper and Pearl Grey Steel at 1900°F (brick). They came out fine, although harder to bend. You may ask if this temperature is not too close to the melting point of copper. The answer is no, since the temperature displayed on the controller is always higher than that inside the carbon.
I am now firing both copper and PG Steel at 1950°F. Will report back.
That brings us to cuff bracelets.



This one was made with Friendly Brilliant Bronze, 6 cards thick, and weighs 35 grams. It was opened and closed a few times in order to slide it over my arm. I am currently working on an open copper bracelet. A test firing showed that the copper bracelet, when fired at the right temperature, can be opened and closed and the open parts can be moved up and down.
In the kiln now: Low-shrinkage Steel XT ring at 1950°F. At a lower temperature Low-shrinkage Steel XT cracked when bent. I still need to test a few other clays. Stay tuned!
Hadar’s Cold Inlay Powders are now available for sale on our online store.
 .
.
Before using, please download the instruction manual.
For further details please see the blog posting below.
For those of you who asked about using the powders in polymer clay, here is a photo:


Although there are many creative possibilities for inlay work in metal clay, inlaying one clay into another prior to firing can be challenging. For example:







Hadar’s Cold Inlay Powders – soon to be released on our Web store – are designed to address these challenges.
What is Cold Inlay Powder?
Each cold inlay powder is a mix of pure metal powders. Hadar’s Cold Inlay Powders are currently available in silver, gold, and black colors. The technique is called “cold inlay” because no firing is involved. Only the piece to be inlaid is fired. The inlay is done by filling the indentations of the fired piece with the inlay powder and adding a drop of CA (cyanoacrylate) glue.
Cold inlay allows you to combine metal powders that cannot be fired together because of different firing temperatures, different shrinkage rates, and compatibility. It can also be used for repair in a fraction of the time it takes to repair by firing, and it can be used in materials which cannot be fired.
Once sanded, the inlaid powder looks just like fully sintered metal.
For a demonstration of the process, please download the Instruction Manual for Hadar’s Cold Inlay Powders.
These are my first attempts at combining wood and metal clay. It seems so natural to combine wood and wood grain metal (a.k.a. mokume-gane).




















Haven’t posted in a while. Sometimes I forget that not everyone is on Facebook. So, I’m back – after experimenting with chip inlay – with a free project for the holidays.
First, here are some photos of inlay pieces I’ve made:





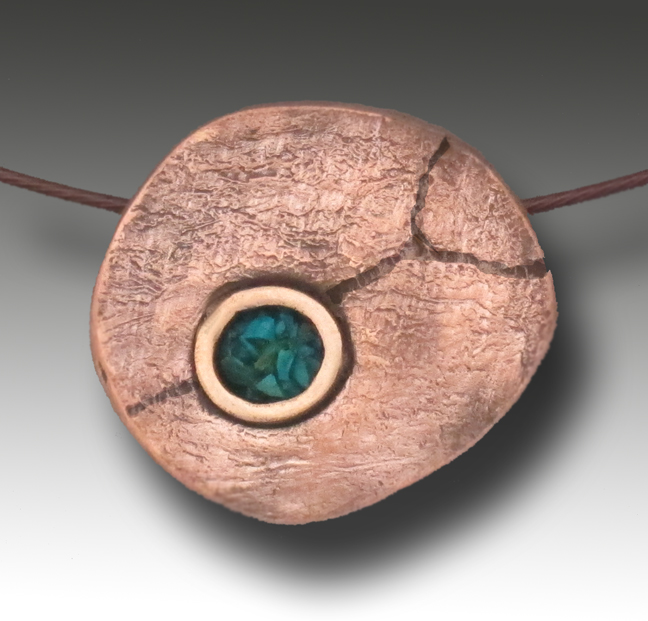


These pairs of earrings were inspired by the look of the concrete in my back yard.

If you haven’t made chip inlay before, the following project will make it easy for you.

1. Find an actual rock that you like and make a mold out of it.
2. Press clay into the mold, and release it (for color I used Dark Champagne Bronze).

3. With the head of a stylus, mark a groove along the rock.

4. Dry the rock. You can deepen the groove with a ball-head diamond burr.

5. To make the rock look more authentic, I sprinkled some Low-shrinkage Steel XT and Friendly Copper on it, in powder form.

6. Spray the rock with water to make the powder stick. Then dry again.

7. Add a bail on the back of the rock.

8. Fire the rock:
Ramp at full speed to 1000F (for brick kilns) or 1100F (for muffle kilns)
Hold one hour (the rock is solid and a lot of binder needs to be burned)
Ramp at full speed to 1720F (brick) or 1770F (muffle)
Hold two hours.
I find that this schedule works better than slow ramping and it does not take longer. You can program your kiln to do it all in one phase.

9. After cleaning the rock it is ready for inlay. You don’t need to shop for crushed stones. Get some Turquoise beads and crush them with a mortar and pestle or put them on a plastic bag and hammer them against an anvil. Only a very small amount is required. Some chips will be bigger than others and you’ll get some powder that can serve as a space filler.

10. Fill the groove with chips. Make sure to work over a Teflon sheet (the only thing the glue doesn’t stick to). Use tweezers to move the chips around.

11. The glue that I find best for this purpose is CA glue (Cyanoacrylate). It comes in a few grades. Thin or super thin works best since they run like water and are invisible and strong. They are available from hobby and woodworking shops, and online, of course. Be sure to wear gloves and a respirator!
One drop of glue should be enough. A needle dropper will prevent it from spilling outside the groove. Tilt the Teflon paper to help the drop run along the groove. This glue dries within seconds, but I would wait five minutes before touching it.

Have fun, and happy holidays!

