“Mini-kilns” – Even Better
How didn’t I think of this before? If the little boxes were made out of the same material as the kiln….
For those of you who haven’t read my last posting, called “Little Boxes,” the idea is to improve the firing results by isolating the pieces from each other. Making a small box for each piece prevents heat from flowing from one piece to another, or as some of you prefer to phrase it, preventing the firing box from acting as a “heat sink.” This way, every piece has its own space and none of them interferes with the sintering of any of the others. Those boxes were made of fiber paper.
My new boxes are made from kiln bricks, creating “mini-kilns.” They are not as easy to make as the fiber paper boxes, but if you put a few hours into it, you will have durable, long-lasting, reliable firing boxes that you can use over and over.
I bought a soft fire brick at a local ceramic store. It cost me $4. It’s important to get a soft one. One brick is enough to make boxes for one kiln. You can make boxes of various sizes.
How to make the boxes
Use a pencil to mark the size of the box you want to make.

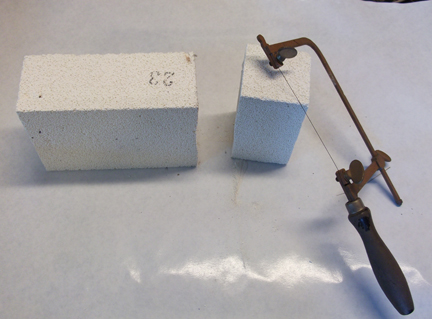
Using a jeweler’s saw or any other saw, cut the brick along the pencil mark. It cuts almost like butter.
You can lay the cutout part on its side – it will still be tall enough to make a firing box.

Then cut that one in half. Each of the halves will make a box big enough for a 1″ piece.

These are different grinding stones that you can use to carve out the inside of the brick. They usually come as attachments for rotary tools and can be purchased individually at hardware stores.

Mark the inside measurements of the box. The walls can be as thin as ½” or even less.

With the grinding wheel mounted on a rotary tool, start a pilot hole at the center of the brick. You will find it surprisingly easy and quick. There will be a lot of dust. Be sure to wear a mask and goggles.

Continue drilling, going both deeper and sideways, until you reach the pencil marks.


How can you tell when you’ve drilled deep enough? I left the bottom of the box about ½” thick. Measure the height of the box. Then put the ruler inside the box to see how deep it is.


Here are more boxes in different stages of preparation.

If you have a drill press, the process will be even faster. Just hold the box in your hands and move it around until the hole reaches the desired depth and the pencil marks.

Here are the boxes arranged in the kiln. The are elevated on posts. The two in the front are a little separated because this is where the thermocouple is located.

Fill them with ½” carbon.

Put in your pieces. Most of these are mixed copper/bronze pieces. The one on the top left is hollow. The box on the bottom left has two pieces. There are also two boxes in the center of the kiln.

Cover the pieces with more carbon.

Every piece, including those in the center, sintered. In fact, some felt like they were over-heated, so in my next firing I am going to fill the boxes with carbon all the way to the top.
Some kilns tend to consume more carbon than others. If you see a considerable amount of ash after firing, or if the pieces get exposed to air, cover the boxes loosely with fiber paper.















































